3D Printing
Calibrating my new Ender 3 Neo
So, to start with let's see a nice collection of all the test prints I have made trying to get all of this dialled in.

As you can see I've printed a lot of different test towers. Early on the biggest issue I was having was my nozzle getting partially clogged or just generally low quality. After resolving that I just had bad stringing that I really had trouble resolving. During this process I did make a couple upgrades, one of which may not have helped with this calibration.
Let's get a starting point for our settings
CHEP's Ender 3 Profile
I have been watching a lot of YouTube videos while trying to sort my issues out, and browsing Reddit! A good starting point if you have an Ender 3 series printer is CHEP's Cura profiles. If you're not using Cura or have an Ender 3 then you may need to try and find an alternative or just start with the standard profile in your slicing software and try and tweak from there.
Chuck posts very helpful 3D printing guides on his YouTube Channel Filament Friday. He also shares his Ender 3 Cura profiles as well as various prints to help with calibrating your printer. He uploaded a video to help show the different profiles, I used the Extra Fast profile as a basis as for me the time saving was huge and I didn't notice much of a quality improvement vs the Good profile.
Throughout the rest of this article I will be assuming that you're using the Extra Fast Cura profile.
Unfortunately, using this profile wasn't an instant success. Let's talk about the issues I faced with clogging and generally bad quality.
Clogging, bad quality, and levelling
So, what do I mean by clogging and general bad quality? Well, after spending hours tramming my bed ("levelling") I was having issues where after 30 minutes or so into a couple hour print the nozzle would just clog and then stop printing. I also had issues with gaps between layers and just generally not a great quality print.
After lots of searching it all came down to the bed not being level, or being too close, causing the blockage in the nozzle, this also made sense since I had scratches all over the glass bed that the printer included. After doing further research I realised that the nozzle needed to be almost touching the bed, but not quite. This was something that I found difficult to figure out as the "move the paper until you feel a small amount of resistance" method which is fairly common is quite difficult in practice as I was really having trouble judging what people consider as a "small amount of resistance".
I replaced the nozzle with a spare, due to all the scratching, and decided to do the levelling by eye, after all the printer has the CR Touch module so it should compensate for the rest right... more on that later. I then relevelled by following the usual process, moving the nozzle to each of the corners adjusting the bed screws and then repeat a few times. I then homed, adjusted the z-index so that the printer accounted for the CR Touch sensor, used the auto-level function, and tried a print.
It was better, but still not holding down in some places. I then started to do further research and I stumbled on, I believe, a Reddit post where someone commented if the auto-level mesh is being used in the start GCode. What!? Yup, by default Cura, and possibly other slicing tools, do not tell the printer to use any saved auto-level mesh, it makes sense since not all printers have it.
I found an alternative start/end GCode on Github, this has a slightly different pre-print sequence to clear the nozzle but also triggers an auto-level at the start of every print, there is an edit you can make if you would rather have the auto-level mesh generated manually, saved, and then the saved one used, however, I've had a lot of success spending the extra minute or two doing a level at the beginning of the print.
I then started a print, everything stuck the bed perfectly (too perfect in fact) and everything appeared to print mostly fine. At this point I decided to change the bed, on good recommendation online, to a magnetic build plate. This was probably one of the best changes I made, prints are much easier to remove. This did mean repeating my process above, although now I worked it out it took 30 minutes rather than days!

Now you can see the print is a bit better, although I'm facing issues with stringing and holes in parts of the print etc. Lets work to solve that next!
Stringing!

It is worth noting that during the above issue and solving the stringing I did change my hot end for an all-metal one. This was because I thought my nozzle was clogging due to the PTFE tube not being inserted properly, and decide the easiest way to prevent that is to go for that upgrade. I don't know if that was or was not the issue.
This stringing was really frustrating. So much that I actually started to just print stuff without worrying about it, and clearing it up after the fact. However, I noticed it was sometimes causing issues with the print, where a stringy piece of plastic would get caught under the next layer. I also started to recalibrate the temperatures for a new PLA+ I was trying, so I decided to tackle this again.
So, I think where I really had trouble is that the advice online is that stringing indicates that either the material is wet, due to a humid environment, or your retraction settings need to be increased. The default retraction setting is I believe 5mm with CHEP's Extra Fast profile.
My research online pointed me towards the Bowden tube design needing potentially 6 - 7mm of retraction, so I was printing a test tower which supported 4 - 9 mm. Each value had the same setting, I kept tweaking settings, reprinting tests, and nothing was working.
I was then also having issues with gaps at the start of a layer, on the seam, as well as text not always being printed properly. While researching this issue I came across a number of Reddit posts where the suggestion was to look into the Combing setting within Cura as well readjust the retraction. So I did!
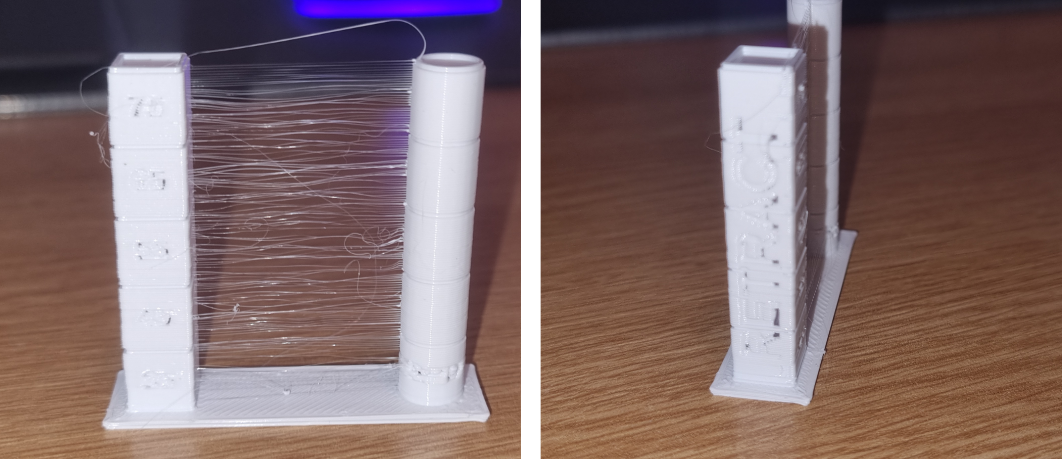
With the Combing setting disabled I actually found the seams were much better, and overall layers seemed higher quality. However, I still had stringing! While looking into the gaps I also came across a comment where the solution for them was to reduce the retraction value. They had an all-metal hot end and found that they needed a much smaller retraction value of between 1 - 2mm. I hadn't seen this before, I had installed an all-metal hot end during my attempt to resolve this! So, I tried it. Using the Auto Towers plugin in Cura I created the retraction tower with values of 1 - 6 and got it printing, using the settings I had now.

What do you know! I have a clear section of the tower with no stringing! For me this is a retraction of 2mm, the speed I kept the default that the Extra Fast profile had defined. I had no idea that stringing can be caused by too much and too little retraction. Now I have mostly string free!
To celebrate I decided to redo my temp tower for the PLA+ filament, since the quality of the original tower would have been dramatically affected by the above issues.

Perfect! This also highlights that following these changes the preferred temperature is around 220 C, before these tweaks the best I got was around 195 C but even then it was hard to tell.
Conclusion
it's important to take a break from an issue, you may then find that when you revisit it you stumble on new advice or solutions. If it wasn't for someone on Reddit pointing out the odd text / holes I would have never come across the advise around retraction and would still be pulling my hair out trying to find out why I can't solve the stringing.
Happy printing, I hope this has helped you to get a much higher quality print quicker than I did!